Paint industry VOCs governance technology route: paint mist filter + zeolite runner concentration + rotary RTO
Text / VOCs
Leading edge reading
At present, various local governments have successively introduced measures for the emission of organic substances in automobile surface coating and the implementation of charges for volatile organic pollutants. They have adopted a two-pronged approach in terms of system establishment and economic benefits, that is, ensuring that enterprises must reduce volatile organic waste gas from legislation. Emissions, legal emissions; at the same time, from the perspective of economic interests to guide enterprises to actively reduce emissions.
1 Overview of VOCs emissions in the coating industry
The volatile organic compounds (VOC) produced during the coating process mainly include methyl isobutyl ketone, n-butyl acetate, n-butanol, ethylene glycol, dibutyl ether, toluene, xylene, and trimethylbenzene. The main sources of organic waste gas generated in the paint shop are spray booths, volatilization chambers and drying rooms. The exhaust gas of the drying room is characterized by small air volume and high concentration. It is generally treated by high-temperature oxidation incineration. The volatile organic compounds are oxidized and decomposed under high temperature conditions, and the heat generated is used as a heat source for the drying room. The purified air can be released at the national and local levels. Emission standards. The organic waste gas generated by the spray booth has a large air volume and a low concentration. In the case of meeting national regulations, it is generally directly discharged at a high altitude, thereby causing serious environmental pollution. In recent years, many local governments have introduced local regulations to set more stringent standards for organic emissions, and most regions require VOCs to emit less than 30 mg/m3. In order to meet these requirements, the organic waste gas discharged from some spray booths must also be effectively treated.
2 Coating industry VOCs waste gas treatment plan
In view of the characteristics of the exhaust gas discharge in the spray booth and the drying room, Xi'an Suicong adopts the technical scheme of paint mist filtration + zeolite runner concentration + rotary RTO to treat the exhaust gas of the coating industry, as shown in Figure 1. Because the paint room exhaust gas contains paint mist particles and the humidity is high, the paint exhaust gas and the dry exhaust gas are involved in the filtration and concentration. After the paint exhaust gas is mixed with the high-temperature drying exhaust gas, the relative humidity of the gas is lowered due to the temperature rise. The equipment investment and operating cost of the dehumidification are saved, and the amount of exhaust gas entering the rotary RTO is greatly reduced; after the concentrated exhaust gas is oxidatively cracked by the rotary RTO, a part of the generated heat is supplied to the RTO for self-operation, and the residual heat is passed through the heat exchanger. The heat is supplied to the drying room for drying and the zeolite rotor for desorption; in addition, in the case of high humidity of the drying exhaust gas and the paint exhaust gas, the high temperature gas after the oxidation and decomposition of the RTO can be introduced to reduce the humidity of the exhaust gas. . Figure 1 is a schematic diagram of the paint mist filtration pretreatment + zeolite adsorption concentration rotation + rotary RTO system.

Fig.1 Schematic diagram of paint mist filtration pretreatment + zeolite adsorption concentration rotation + rotary RTO system
2.1 Paint mist filtration pretreatmentThe function of the paint mist filter device is to remove the paint mist particles in the exhaust gas and pretreat the exhaust gas. Most of the paint mist particles are between 10 and 100 μm, and a considerable proportion of the particles are between 3 and 10 μm, as shown in Figure 2. In this scheme, the exhaust gas is subjected to three-stage filtration for DPA filtration + F7 filtration + F9 filtration, as shown in FIG. DPA paint mist filter has a filtration efficiency of 99.8% for small paint spray with particle diameter ≥10μm, and 99%>E≥70% for F7 filter for particle spray diameter ≥1μm, F9 filter for particle diameter ≥0.5 The filtration efficiency of the paint mist of μm is 99%>E≥90%. Pre-treatment by filtration ensures that impurities above 1 μm will not enter the runner and cause the runner to become clogged, affecting its working performance.
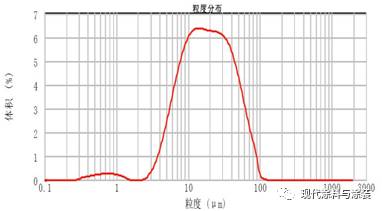
Figure 2 Volume percentage of paint particles of different particle sizes in paint mist
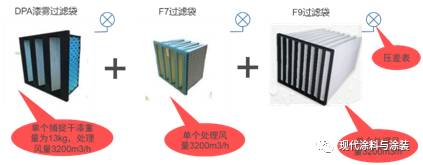
Figure 3 Paint mist pretreatment: three-stage filtration
2.2 Zeolite adsorption concentration runnerThe zeolite adsorption concentration runner is composed of a central bearing and a rotating body, and the rotating body is made of a hydrophobic zeolite adsorption medium and ceramic fibers. The runner is equipped with a gas gasket made of a material resistant to VOCs corrosion and high temperature, and the runner is isolated into three regions: an adsorption treatment zone, a regeneration desorption zone, and a cooling zone. The runner rotates continuously at a lower speed, and the exhaust gas is blown into the adsorption zone of the runner by the fan. The clean air after treatment is discharged into the atmosphere. When the wheel is adsorbed, it is transferred to the desorption zone, and the high-temperature exhaust gas (180-200 °C) is adsorbed. The VOCs are desorbed and regenerated, transferred to the cooling zone after regeneration, and continue to be adsorbed after cooling, as shown in Fig. 4.

Figure 4 Schematic diagram of zeolite adsorption concentration runner
Technical characteristics of zeolite adsorption and concentration runner:
(1) It is especially suitable for treating large-volume, low-concentration organic waste gas, and the purification efficiency is stable;
(2) The low pressure loss of the runner, no adsorption loss, and can be effectively treated for high boiling volatile organic gases;
(3) The zeolite runner is composed of inorganic oxide, which is non-combustible and safe to use;
(4) The thermal stability of the runner is extremely high, and the regeneration is repeated by heating and desorption to achieve the service life of about 10 years;
(5) The paint exhaust gas and the dry exhaust gas participate in the adsorption and concentration together, so that the amount of exhaust gas entering the RTO treatment is greatly reduced and the energy consumption is saved, which greatly saves the investment and operation cost of the RTO equipment.
In addition, activated carbon can also be used as an adsorbent for exhaust gas, but in industrial applications, it has a high humidity requirement for exhaust gas, usually less than 50%; and activated carbon has difficulty in regeneration, adsorption performance is greatly affected by water vapor, and adsorption is saturated. The heat flow regeneration process is less safe and prone to fire and other defects. As shown in Table 1, the zeolite runner is compared with the honeycomb activated carbon adsorption concentrating device.
Table 1 Comparison of zeolite runner and honeycomb activated carbon adsorption and concentration device
Comparison project
New rotary
Traditional fixed bed
Adsorbent material
Zeolite molecular sieve
Honeycomb activated carbon
Adsorption efficiency
90% - 95%
<85%
safety
The adsorbent material is an inorganic silicate, which is non-combustible and eliminates fire hazards.
The adsorbent material is a carbon matrix and is flammable
Material life
10 years or so
It is usually replaced once every 2 years, and the activated carbon is flammable and belongs to hazardous waste. It should be disposed of by local qualified units according to the specifications.
Desorption concentration
stable
Unstable
Operational stability
High adsorption and desorption outlet concentration is continuously stable and easy to control
Low adsorption, desorption of outlet concentration changes, corresponding control valves frequently operate
Control valve
No, low maintenance costs
More, high maintenance costs
2.3 Rotary RTORotary RTO, also known as rotary regenerative oxidation furnace. The principle is that the combustible exhaust gas is oxidized to the corresponding oxide and water at a high temperature, thereby purifying the exhaust gas, and recovering the heat released when the exhaust gas is decomposed, the decomposition efficiency of the exhaust gas is over 99%, and the heat recovery efficiency is over 95%.
The rotary RTO is mainly composed of a combustion chamber, a ceramic packed bed and a rotary valve. The furnace body is divided into 12 chambers, 5 chambers are exhausted, 5 chambers are purified, 1 chamber is cleaned, and 1 chamber is isolated. The exhaust gas distribution valve is continuously and evenly rotated by the motor. Under the action of the distribution valve, the exhaust gas is continuously switched between 12 chambers. Figure 5 is a schematic diagram of a rotary RTO.
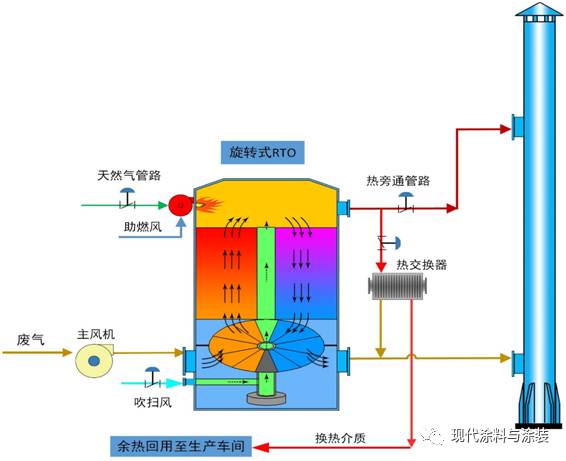
Figure 5 Rotary RTO schematic
The rotary RTO is the third-generation RTO. Compared with the traditional bed-type RTO, its main advantages are:
(1) Rotary RTO has a small heat dissipation area, and 12 chambers are alternately buffered to save energy;
(2) 12 rooms work together, air distribution, high purification efficiency;
(3) Rotary valve is adopted, the intake and exhaust are continuous, the pipeline pressure fluctuation is small, the exhaust gas is not poured, and the smell of the workshop is small.
Table 2 shows the performance comparison between the rotating RTO and the traditional two-chamber and three-chamber RTO.
Table 2 Comparison of two-, three-, and rotary RTO performance
RTO category
Two room RTO
Three-room RTO
Rotary RTO
Impact on front end wind pressure
+500Pa
+250Pa
+25Pa
Floor area
100%
130%
65%
Based on two rooms
weight
100%
150%
80
Based on two rooms
Comprehensive thermal efficiency
84%
92%
95%
Purification efficiency
92%
99%
99.5%
National standard 120mg/m3
Part of the landmark 30mg/m3
structure
4 poppet valves
6 valves 6 dampers
1 rotary valve
3. Conclusion
In order to protect the ecological environment and achieve sustainable economic and social development, it is necessary to minimize the amount of pollutants used in all aspects of industrial production, and at the same time, the pollutant discharge end should be purified to minimize pollutant emissions. After adopting this scheme to treat the exhaust gas in the paint shop, the equipment operation is stable and reliable, which can greatly reduce the total amount of VOC emissions, and has greater social and economic benefits.
Bathroom Mirror with Motion Sensor
Our bathroom mirror function also has a sensing function.
Multi-functional bathroom mirror to meet your makeup and listen to songs anti-fog needs. It can be used as a makeup mirror during the day, the sharpness is super high, and there is also an anti-fog function. Sensitive sensing, you can see the time and temperature at any time, it is simply too convenient!
Bathroom mirrors are becoming increasingly popular in modern life. A suitable showeroom mirror brings you not only to increase the beauty of the bathroom, but also to bring you the convenience of life.
We are a manufacturer of 17 years of professional design and production of bathroom mirrors, and the price is also direct sales of manufacturers. There are many more customization features waiting for you to consult!
Motion Sensor Mirror,Bathroom Sensor Mirror,Led Bathroom Mirror With Sensor Manufacturer in China
Dongguan Powerme Tech. Co., Ltd. , https://www.powermetech.com