The rapid development of society has led people to pay more and more attention to their own living environment and improve their own quality of life. This requires the production enterprises in the society to create a non-hazardous working environment for their employees while producing environmentally friendly products. product. Currently, many raw materials used by plastic flexible packaging companies are toxic substances, including solvents, inks, and adhesives. The produced packaging composite film may infiltrate into the contents through the film because it contains a certain amount of toxic substances, which has potential harm to consumers. In recent years, many non-toxic or low-toxic raw materials have been developed in the plastic flexible packaging industry, such as alcohol-soluble inks and adhesives, water-soluble inks and adhesives, and solvent-free adhesives. Among them, alcohol-soluble adhesives have attracted increasing attention in the industry due to their excellent performance, easy handling, and excellent performance-cost ratio, and they have been recognized by more and more customers. The following is a brief discussion of their own views on their application technology, for the industry insiders, welcome criticism.
First, the characteristics of alcohol-soluble adhesives:
1. It can avoid the phenomenon of loose bonding due to excessive water:
The insufficiency of bonding in the composite film is mainly caused by insufficient curing amount, less amount of glue, improper corona treatment on the surface of the film, high water content of the solvent, problems with the ink connecting material, and migration of chemical substances. Among them, insufficient curing doses and weak adhesion due to solvent moisture content occur frequently, especially in the rainy season in the south, hot weather and the humid climate in the southwest region. Excessive moisture in the environment will replace the main agent. The hydroxyl group reacts with the hardener of the ester-soluble adhesive, resulting in a misalignment of the main agent and the hardener, causing the composite film to be loosely bonded and often accompanied by air bubbles. The main agent and hardener of the alcohol-soluble polyurethane adhesive do not react chemically with water, so that the inadvertent adhesion due to excessive moisture can be avoided.
2.Can avoid the worry about the excessive water content of the solvent:
Ester-soluble polyurethane adhesive solvents generally use ethyl acetate as a solvent, due to the different procurement channels and the impact of the climate, ethyl acetate often occurs excessively high water content, thereby affecting the quality of composite film products. Alcohol-soluble adhesives use inexpensive industrial alcohol as a solvent, allowing a certain amount of moisture to be present, thus eliminating the need for purchase and use. Especially for some users with poor detection ability, the measurement of water content can be reduced, saving energy and material resources.
3 can effectively eliminate the white point of the aluminized film:
When the aluminized film is compounded, white spots are easily generated, particularly in white ink and yellow ink. The reasons are different. In most cases, it is due to insufficient glue and defects in the adhesive itself. In order to eliminate white spots, the amount of sizing for general ester-soluble adhesives needs to be 2.8g/m2 (dry basis). Alcohol-soluble adhesives have a molecular weight of 2.0g/m2 (dry basis) due to their own molecular structure. It can eliminate composite white spots.
4. Can effectively solve the problem of high residual solvent:
Alcohol-soluble adhesives use ethanol as a solvent. As a "green solvent," the toxicity of ethanol is much lower than that of ethyl acetate. Therefore, the use of alcohol-soluble adhesives for compounding does not produce residues such as toluene, ethyl ester, TDI, and MDI. With only a small amount of alcohol residues, solvent residues can be greatly reduced, reducing toxicity due to the residual solvent.
5. Problems with composite tunnels can be avoided:
The so-called "composite tunnel" phenomenon generally refers to the appearance of transverse stripes in a composite product, especially at both ends of the material. This wrinkle is smooth with a composite substrate and the other is raised to form a tunnel. The cause of this phenomenon is mainly caused by the tension of the substrate, the winding tension after compounding, and the initial tack of the adhesive. If the initial adhesion is very small and the adhesive force is insufficient, when a substrate shrinks, relative displacement occurs between the upper and lower two different substrates, ie wrinkles and through-holes. Therefore, it is the first choice to solve this problem by choosing a large adhesive force. Since alcohol-soluble adhesives have much higher initial viscosity than ester-soluble adhesives, composite tunnels can be avoided during composite production.
6. It can meet the safety requirements for food, medicine and export packaging:
With China’s accession to the WTO, developed countries have set more and more technical barriers to China’s exports. In addition to the development of the domestic economy, more and more food company pharmaceutical companies have raised the issue of safety and health of packaging materials. There are also more and more restrictions on the release of the strong carcinogen TDA (toluene diamine) due to hydrolysis. The alcohol-soluble adhesives do not contain -NCO groups, TDI, and other substances because the main agent and the curing agent do not produce TDA. Therefore, they are non-toxic and hygienic in the production and application of the composite film, and are in compliance with foods, medicines, and pharmaceuticals. Safety requirements for export packaging.
7. Can mature in a short period of time:
Alcohol-soluble adhesives require low maturation temperatures, short maturation times, and can even be cured at room temperature. Save energy for color printing plants and shorten the delivery time of products.
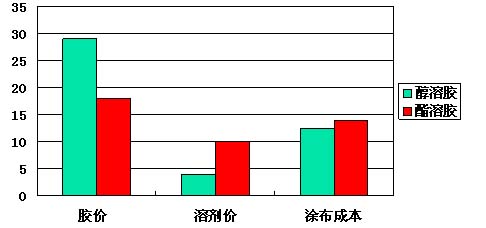
8. Excellent price/performance ratio (see chart for details)
Due to the molecular structure relationship, the same anilox roller sizing, the same concentration of the working solution, alcohol-soluble adhesive sizing than the ester-soluble adhesive lower 20-25%. Coupled with the corresponding difference in solvent prices, the actual cost of alcohol-soluble adhesives is not high. In particular, with the large-scale production of Huzhou Europe and the United States Chemical Co., Ltd. in China, the actual cost of use has been lower than that of the conventional ester-soluble adhesives.
(to be continued)
Face Recognition
Face recognition is a kind of biometric technology for identity recognition based on the facial feature information of a person.
Face recognition access control is a safe and practical access control product based on advanced face recognition technology, combined with mature ID card and fingerprint recognition technology. According to the operating system, it can be divided into Android Face Recognition and Linux face recognition. According to the application, it can be divided into temperature scanner face recognition and Attendance Face Recognition. According to the regular size, it can be divided into 8 Inch Face Recognition and 5 Inch Face Recognition.
Our factory has a professional face recognition system and product development team, and a complete face recognition machine production line. The products are exported to 178 countries and regions at home and abroad.
Android Face Recognition,Face Recognition,Linux Face Recognition,Attendance Face Recognition
Guangdong Zecheng Intelligent Technology Co., Ltd , https://www.szzcsecurity.com